
The chemical manufacturing industry includes some of the most hazardous workplaces in the world. Facilities that produce paint, coatings, resins, solvents, pharmaceuticals, or industrial chemicals often contain flammable vapors, combustible dust, and volatile gases. Standard security cameras are not designed for these conditions and can create serious safety risks.
Explosion proof cameras for chemical manufacturing facilities are specifically made to operate safely in classified hazardous areas while delivering clear, reliable video surveillance. These specialized cameras allow chemical manufacturers to monitor production processes, improve worker safety, and meet regulatory regulations without introducing potential ignition sources.
Why Explosion Proof Cameras for Chemical Manufacturing Are Necessary
Many chemical processes involve hazardous materials that can ignite when exposed to heat or sparks, both of which can be emitted by standard electrical equipment. Without proper containment, internal sparks or heat could come into contact with flammable gases, vapors, or combustible dust. Regular cameras are not designed to contain these ignition sources, making them unsafe for use in classified hazardous areas.
Explosion proof cameras for chemical manufacturing are built with sealed, reinforced housings and certified components that contain any internal sparks or heat, preventing them from affecting the surrounding environment.
Key Benefits of Explosion Proof Cameras for Chemical Manufacturing
- Safer monitoring in hazardous zones
- Continuous surveillance in flammable environments
- Improved accident prevention and faster incident response
- Compliance with ATEX, IECEx, and NEC/UL standards
- Reduced downtime and operational risks
By installing explosion proof cameras for chemical manufacturing plants, companies can maintain operational visibility while protecting workers, equipment, and facilities.
Chemical Manufacturing Industries That Use Explosion Proof Cameras
Explosion-proof cameras are essential across many chemical manufacturing sectors. While paint manufacturing is a major example, other industries also rely on these cameras, each with unique hazards and monitoring needs.
Paint and Coatings Manufacturing
Paint production involves solvents, pigments, and flammable liquids. Cameras help monitor mixing stations, storage tanks, and filling lines while reducing the need for personnel to enter high-risk zones.
Pharmaceutical and Chemical Processing
Facilities producing active pharmaceutical ingredients (APIs) and specialty chemicals may use volatile solvents or powders. Explosion proof cameras allow operators to safely monitor reactions, packaging, and storage.
Petrochemical and Refining Operations
Petrochemical plants handle highly flammable hydrocarbons. Certified cameras help monitor pipelines, storage tanks, and processing equipment in hazardous classified areas.
Resin and Adhesive Manufacturing
Resin and adhesive production involves chemical reactions and combustible materials. Cameras provide visibility into production areas while minimizing worker exposure.
Industrial Solvent and Cleaning Chemical Production
Solvent manufacturing presents serious explosion risks due to vapor accumulation. Explosion-proof cameras improve safety monitoring and ensure regulatory compliance.
Fertilizer and Agricultural Chemical Facilities
Certain fertilizers and agricultural chemicals contain combustible dust or reactive compounds. Cameras help detect hazards early and support operational oversight.
Specialty Chemical Manufacturing
Producers of dyes, additives, polymers, and laboratory chemicals often require precise monitoring in confined hazardous environments.
Key Features of Explosion Proof Cameras for Chemical Manufacturing Plants
Not all hazardous-area cameras are the same. When selecting explosion proof cameras for chemical manufacturing, companies should focus on features that improve both safety and operational efficiency while providing reliable monitoring in high-risk environments.
Certified Hazardous Area Protection
Explosion proof cameras are built with sealed housings and components that prevent sparks, heat, or electrical faults from igniting flammable materials. Key features include:
- Sealed, reinforced housings that contain internal heat and sparks
- Certified electrical components tested to meet ATEX, IECEx, NEC, and UL standards
- Temperature and spark containment designed for classified hazardous areas
- Durable, corrosion-resistant materials to withstand harsh chemical exposure
These features ensure continuous, safe operation while maintaining full compliance with safety regulations.
Corrosion-Resistant Construction
Chemical manufacturing environments can be highly corrosive. Explosion proof cameras are made from stainless steel with specialized coatings to protect against damage from harsh chemicals, extending equipment lifespan and reducing maintenance requirements.
High-Definition Imaging
Having cameras that capture reliable footage is essential for real-time oversight and incident prevention in hazardous environments. Clear, high-resolution video helps operators monitor production lines, detect leaks, and verify safety procedures.
Remote Monitoring and Integration
Many modern explosion proof cameras can integrate with existing VMS platforms, allowing personnel to monitor operations remotely from control rooms or offsite locations. This reduces personnel exposure to high-risk zones while maintaining operational oversight.
Advanced Analytics and Smart Detection
Many explosion proof cameras for chemical manufacturing include intelligent analytics to improve safety and efficiency, such as:
- Motion detection for unauthorized access
- Intrusion alerts for security breaches
- Process monitoring to track chemical reactions or production flow
- Safety compliance verification to ensure adherence to operational protocols
These camera features provide robust surveillance, improve worker safety, and help maintain compliance across a wide range of hazardous environments.
Certifications & Compliance for Explosion Proof Cameras
Chemical manufacturing plants must meet strict safety regulations to protect workers, equipment, and facilities. Explosion proof cameras help ensure compliance by meeting internationally recognized hazardous area standards and preventing ignition in flammable environments.
Key certifications and standards include:
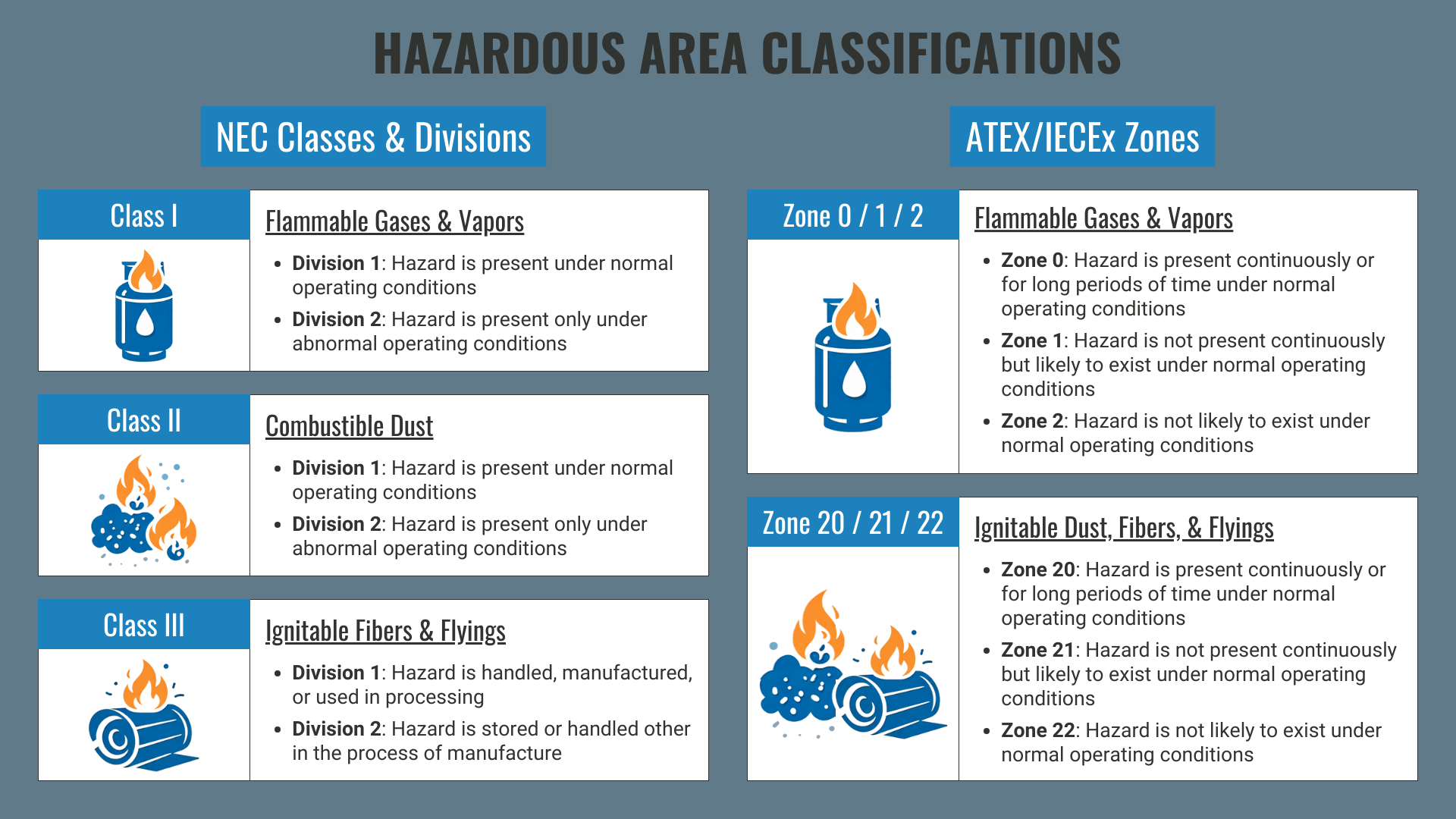
- ATEX: European Union directive outlining equipment requirements and protection levels for operation in explosive atmospheres
- IECEx: Globally recognized certification for equipment designed for hazardous and explosive environments
- NEC: U.S. National Electrical Code system that classifies hazardous locations involving flammable gases, vapors, and combustible dust
- UL: Independent safety certification verifying compliance with NEC and U.S. hazardous location standards
- IP (Ingress Protection) Code: International classification system that measures resistance to dust and water intrusion
- NEMA Enclosure Types: U.S. standards that define the level of environmental protection provided by electrical enclosures
Choosing cameras with these certifications ensures that internal sparks, heat, or electrical faults are fully contained, preventing ignition and supporting compliance with workplace safety regulations.
Where Explosion Proof Cameras Are Installed in Chemical Manufacturing Plants
Strategic placement ensures both safety and operational visibility. Common installation areas of explosion proof cameras for chemical manufacturing facilities include:
- Mixing and blending stations
- Hazardous storage rooms
- Tank farms and chemical storage yards
- Filling and packaging lines
- Loading docks and transfer points
- Laboratory and testing areas
- Hazardous waste handling zones
By installing explosion proof cameras in these areas, staff can oversee operations from a safe distance and limit physical exposure to dangerous chemicals.
Choosing the Right Explosion Proof Camera
Every chemical facility has different hazards and operational needs. When selecting an explosion-proof camera system, consider:
- Hazard classification (Zone or Class rating)
- Environmental exposure (chemicals, corrosion, temperature)
- Indoor vs. outdoor installation
- Integration with existing security systems
- Remote monitoring needs
- Lighting conditions and image quality
Working with an experienced provider helps ensure your cameras meet both safety and operational goals.
Improving Safety in the Chemical Manufacturing Industry with Explosion-Proof Cameras
From paint and coatings facilities to pharmaceutical labs and petrochemical processing plants, hazardous environments require specialized surveillance solutions. Explosion proof cameras for chemical manufacturing plants provide reliable monitoring while protecting workers, equipment, and facilities from ignition risks.
By investing in certified hazardous-area surveillance for your chemical manufacturing facility, you can improve safety, maintain compliance, and gain real-time visibility into critical operations. Contact our team today at +1 (214) 988-4302 or sales@2mtechnology.net to discuss your security needs and receive a customized explosion-proof camera solution tailored to your facility.